
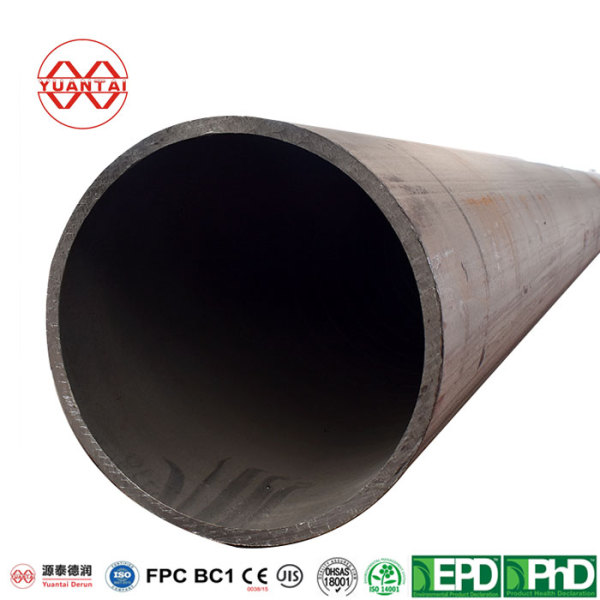
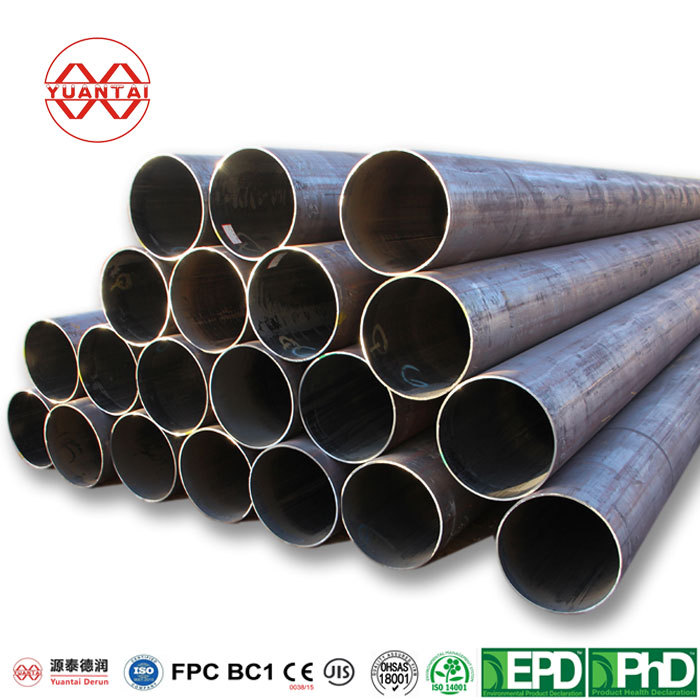
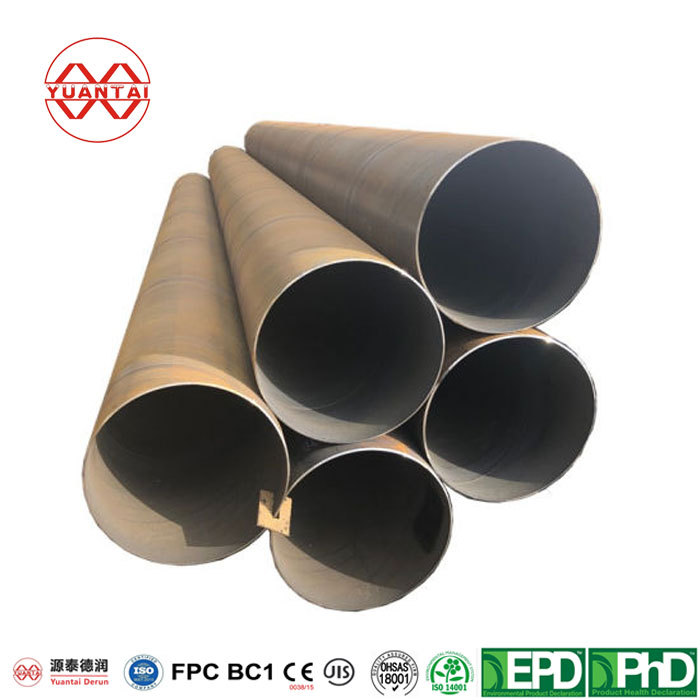
サブマージアーク溶接(LSAW)


天津に本社を置くほか、現在は唐山などに18の子会社と支社があります。現在、従業員は3000人で、他に59本の黒色ERW(高周波溶接)角形鋼管生産ライン、10本の溶融亜鉛めっき鋼管生産ライン、1本のLSAW(直縫)鋼管生産ライン、3本のSSAW(スパイラル溶接)鋼管生産ラインがある。年間500万トンの鋼管製品を生産し、通常型の鋼管は20万トンである。現在は中国最大の角形鋼管生産製造グループである。



Th
サブマージアーク溶接法の原理は,図1に示すように予め粒状フラックスを溶接線に沿って散布しておき,その中にソリッドワイヤを送給装置によって連続的に供給し,フラックスに覆われた状態で母材とワイヤ間にアークを発生させて融接することである。フラックスはアーク熱によって溶融してスラグとなり,アークおよび溶融金属を覆ってそれらを大気から保護する。
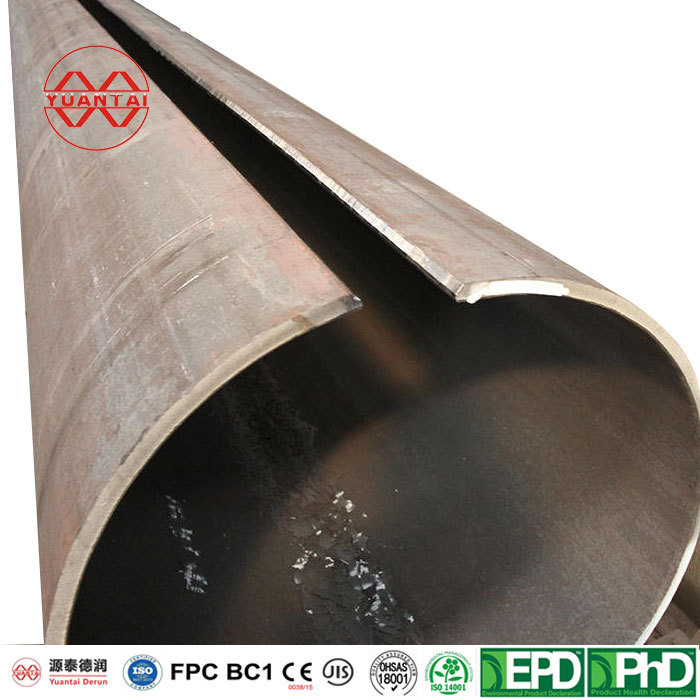
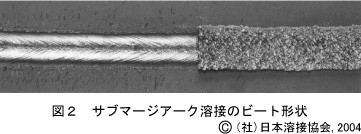
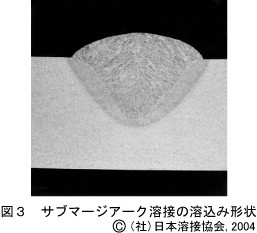
サブマージアーク溶接法の特徴は,太径ワイヤに大電流を流すので,手溶接の数倍から十数倍も能率が良いことである。このため,この溶接法は構造用鋼に対する高能率溶接に最も多く使用されている。また,一般に溶込みが深く,溶接条件が適切であれば,ビード断面形状がすり鉢状で溶接品質が安定しており,均一で美しいビード外観が得られ,継手の信頼性が高い。図2と図3にビード外観と溶込み形状を示す。さらに,アーク光がフラックスで遮蔽されるため,遮光保護具が不要であり,ヒュームの発生もほとんど無く,長時間の継続作業ができ,作業者の疲労が少なく,作業性が優れている。
しかし,突合せ溶接では高い開先精度が要求されることや,フラックスを散布するため,下向や横向の溶接姿勢に使用が限定されることが短所である。また,溶接中にアーク状態を直接見ることができないので溶接の良否を確かめながら溶接ができない。
- 携帯電話
- *題名
- *内容